手機版|
手機版|

 關(guān)注公眾號|
關(guān)注公眾號|


 下載手機APP
下載手機APP引言
電動葫蘆常安裝于梁式起重機、門式起重機、港口起重機等上,亦可單獨配置懸掛軌道或固定,組合成功能強大的起重機械,來完成重物的起吊作業(yè)。電動葫蘆具有體積小、自重輕、操作簡單和使用方便等特點,廣泛用于工礦企業(yè)、倉儲碼頭等場所,是提高勞動效率、改善勞動條件的必備機械。電動葫蘆由起升電動機、減速器、卷筒裝置、吊鉤裝置、電動小車、電控箱等組成。電動葫蘆涂裝按照JB/T9008.1-2004《鋼絲繩電動葫蘆第1部分型式與基本參數(shù)技術(shù)條件》的要求,在出廠前應進行表面處理并涂裝,干燥后涂層厚度不小于50μm。不涂裝的外露面應采取防銹措施。涂層的漆膜附著力應不低于GB/T9286-1998中規(guī)定的1級質(zhì)量要求。根據(jù)不同的腐蝕環(huán)境與質(zhì)量要求,按照GB/T28699-2012《鋼結(jié)構(gòu)防護涂裝通用技術(shù)條件》的要求,根據(jù)電動葫蘆的使用環(huán)境、涂裝防護期限、涂裝工藝條件,選擇與其適宜的涂層體系,最終確定工藝流程。
1 電動葫蘆涂裝的特點
電動葫蘆可分為零部件涂裝和整機涂裝。按照加工和材質(zhì)的不同,有鑄造件、焊接件和沖壓件。根據(jù)這些情況的不同,在組裝整機前,將所有零件表面處理,組裝成整機后再進行最終涂裝。電動葫蘆涂裝裝飾性和批量不比汽車和輕工產(chǎn)品,防腐蝕性遠不及船舶。因而,選擇小批量流水生產(chǎn)線和單體涂裝設(shè)備比較適合電動葫蘆的涂裝作業(yè)。
2 涂層體系的確定及涂料的配套
電動葫蘆的設(shè)計壽命目前要求是10年,對應于涂層系統(tǒng)耐久期為5-10年。按ISO12944-2007標準,屬于腐蝕環(huán)境中的C2(低污染大氣)、C3(城市和工業(yè)大氣)或C4(沿海)環(huán)境。由于電動葫蘆使用在各種環(huán)境中,所要求的涂層系統(tǒng)也不盡相同。大多采用2C1B涂裝工藝,以達到規(guī)定的外觀要求和防護要求。

涂料的配套根據(jù)JB/T9008.1-2004標準和ISO12944-2007標準的要求,電動葫蘆選擇如下涂層系統(tǒng):
電動葫蘆早期涂裝所選用的面漆大多為醇酸磁漆,由于耐候性不足,而大多選用快速干燥的硝基外用磁漆。進入本世紀以來,隨著國內(nèi)外市場對產(chǎn)品外觀質(zhì)量要求的提高,選用涂料性能更為優(yōu)越的底漆和面漆品種,以及低VOC排放涂料已成為大勢所趨。
3 電動葫蘆的涂裝
無論是零件還是整機件的涂裝,都需經(jīng)表面預處理,清理后涂底漆、涂面漆、干燥涂膜、清理、防銹及包裝,最終完成表面涂裝。
3.1鑄件涂裝
鑄件如減速箱體、箱蓋是灰鑄鐵HT200,成型工藝是樹脂砂鑄工藝,表面粘貼有型砂、脫模劑及氧化皮,這些表面狀態(tài),會直接影響后期的涂底漆附著力。采取拋丸或噴丸處理技術(shù),以磨料對鋼材表面的沖擊和磨削作用,去除工件的毛剌、表面粘砂、氧化皮、銹蝕物及其它污物,獲得具有裝飾意義的表面質(zhì)量。處理后的質(zhì)量等級達到Sa2.5級,其質(zhì)量等級定義在GB8923-1988標準中有明確定義。
拋丸或噴丸處理技術(shù)與手工清理和動力工具清理相比,具有清理效率高、清理質(zhì)量好、獲得較大表面粗糙度和有利提高涂層附著力的優(yōu)點,因而鑄件與結(jié)構(gòu)件中得到廣泛應用。經(jīng)拋丸或噴丸處理砂鑄件,涂裝不同漆膜厚度,才能達到耐鹽霧規(guī)定的時間要求,符合產(chǎn)品防腐要求。
拋丸或噴丸磨料常選用鋼丸及切丸,并按一定的比例要求混合使用,丸粒直徑在0.2-3.0mm。磨料直徑越小,獲得的表面粗糙度越小,能作用于表面的范圍越大;磨料直徑越大,清理作用越弱,工件表面現(xiàn)象彈痕深,所形成的表面粗糙度較大,沖擊次數(shù)減少。優(yōu)質(zhì)鋼丸是能夠?qū)⒏嗟膭幽茏饔糜诠ぜ砻妫行У仄鸬角謇砗蛷娀淖饔茫哂凶銐蜷L的疲勞壽命,減少使用中的消耗。所以要選擇適中的大小直徑的磨料。
鑄件涂裝工藝流程如下:去飛邊毛剌→打磨→拋丸或噴丸→涂底漆→烘干→轉(zhuǎn)機械加工及組裝
3.2焊接件涂裝
焊接件如卷筒外殼、小車墻板等焊縫處理如在預處理的不好,容易造成粘附于卷筒外表面上焊渣焊瘤,造成后續(xù)涂膜附著力差,漆膜脫落,耐腐蝕性下降,出現(xiàn)斑點,銹蝕,外觀缺陷。
焊接件涂裝工藝流程與鑄件相近,即清理焊渣焊瘤→拋丸或噴丸→涂底漆→烘干→轉(zhuǎn)機械加工及裝配
3.3沖、鍛壓件涂裝
沖壓件所使用的材料大多表面上有一層氧化皮,機加工后沾染著油污,在涂裝前必須予以去除。可選用化學的方法,也可采用拋丸的方法。電機罩殼采用化學脫脂后磷化處理或噴砂處理,經(jīng)干燥再涂漆。而吊鉤外殼、小車車輪等采用鍛壓成形工藝,表面生成氧化膜及夾渣,須經(jīng)拋丸或噴丸處理,清洗干燥后再涂漆。
3.4電控箱外殼涂裝
電控箱外殼為薄板件,表面較為平整光滑。為保證外觀及防腐要求,一般采用磷化處理后表面噴涂粉末涂料。粉末涂料可一次涂裝得到較厚涂膜,涂膜的性能優(yōu)良,涂膜飽滿,安全環(huán)保。電控箱涂裝工藝流程如下:
上件→預脫脂→脫脂→水洗→表調(diào)→磷化→水洗→封閉→水洗→純水洗→干燥→噴粉→固化→冷卻→下件
上述工藝中傳統(tǒng)的磷化處理工藝,不可避免地存在著能耗高、重金屬離子含量高、三廢排放多、鈍化劑中含有致癌物等缺陷。由于傳統(tǒng)磷化處理工藝對環(huán)境的影響以及廢水排放要求的逐步提高,已無法滿足現(xiàn)代環(huán)保的要求。在磷化膜抗蝕性要求不是極為苛刻的情況下,建議采用新一代納米陶瓷或硅烷工藝。新一代無磷環(huán)保轉(zhuǎn)化工藝能在金屬表面形成納米級薄膜,具有增強涂裝附著力和耐腐蝕功能,可處理鋼鐵、鋅、鋁及其合金材料,是替代傳統(tǒng)磷化處理工藝的優(yōu)良選擇。它的突出優(yōu)點在于環(huán)保。因不含磷酸鹽和重金屬離子,廢渣廢水排放少,容易處理。另外在節(jié)能上也明顯,處理藥液不需加溫便可處理工件,在處理工序上減少。其涂裝工藝流程如下:
上件→預脫脂→脫脂→水洗→水洗→陶化→水洗→純水洗→干燥→噴粉→固化→冷卻→下件
3.5整機涂裝
起升電機、減速箱體(蓋)、卷筒裝置、吊鉤裝置組裝完成后,須經(jīng)拉力試驗后再轉(zhuǎn)入表面涂裝。由于起升電機在涂裝作業(yè)時不能承受高溫的烘烤,所以一般烘烤控制在70℃以下。這一部分含有各種材質(zhì)及各種表面狀態(tài),如起升電機、減速箱體(蓋)為鑄件,卷筒外殼為熱板焊接件,吊鉤外殼為鍛壓件;起升電機表面凹凸不平,噴涂均勻難度較大,鑄件和焊接處需打磨刮膩子。
整機涂裝的工藝流程如下:上件→遮覆(涂黃油)→打磨→清理→清洗→噴涂底漆→干燥→刮膩子(箱體箱蓋滿刮)→自干→打磨→補涂底漆→干燥→噴涂面漆→干燥(表干)→噴涂面漆→干燥→去遮覆→清理→涂標識→涂防銹油→裝限位桿→裝電器→下件→裝箱
上述工藝流程中刮膩子將視工件表面狀態(tài),可重復若干次,直至表面達到平整要求為止。
整機涂裝常出現(xiàn)的涂裝缺陷是:流掛、起泡、起皮、附著力差、漆膜韌性差、面漆覆蓋不夠、色澤不一等。采取相應措施可排除以上涂裝缺陷。可重點檢查表面預處理工序、涂料與稀料的配比、涂料的配套、噴涂操作方法及工藝設(shè)備等。
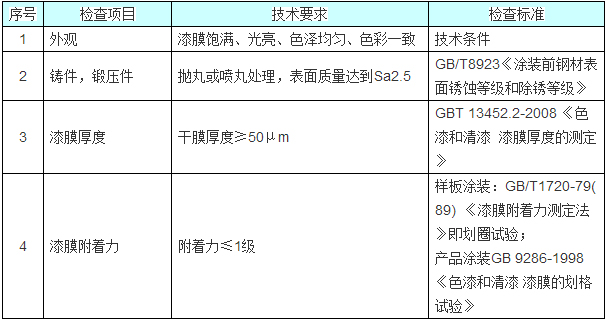
整機涂裝質(zhì)量要求:
4 結(jié)論
電動葫蘆的涂裝現(xiàn)狀是由各相對獨立部件分步完成涂裝,最后組合成一個完整產(chǎn)品,滿足產(chǎn)品的防腐要求和外觀要求。其中整機涂裝是影響整個電動葫蘆涂裝的重要一步。因而,這一部分若能分成零件涂裝,涂裝后涂裝面采取有效防護措施,再組裝成整機,將能大大改善和提高表面涂裝質(zhì)量。隨著我國起重機械的快速發(fā)展以及涂裝技術(shù)、涂裝裝備和涂料產(chǎn)品的不斷進步,為提高起重機械產(chǎn)品的防腐性能和外觀質(zhì)量,提供了更為廣闊的應用空間。